
طراحی قالب تزریق پلاستیک
در این مطلب که بخش مقدماتی از سلسله مطالب طراحی قالب تزریق پلاستیک است، برآنیم تا با نکات عمومی طراحی قالبها آشنا شویم. طراحی بهینه یک قالب، تأثیر بسزایی در فرآیند تولید محصولات تزریق خواهد داشت. در حقیقت، کاهش سیکل تولید، افزایش ظرافت و زیبایی قطعه، به حداقل رساندن ضایعات و آسیبهای فیزیکی قطعه، کاهش عملیات پس از ساخت قطعه و در نهایت افزایش چشمگیر بازده تولید، همه و همه از محاسن یک طراحی هوشمندانه قلمداد میشوند. نکاتی که در ادامه از نظر خواهند گذشت، در حقیقت ویژگیهای مطلوب قطعه نهایی میباشند که البته تنها با طراحی مناسب قالب محقق خواهند گشت.
حداکثر ضخامت جداره
نکتهی اول: معمولاً میبایست برای ضخامت جداره قطعه محدودیتی قائل گردید. باید به این نکته توجه داشت که افزایش ضخامت جداره قطعه موارد زیر را به همراه خواهد داشت:
- افزایش سیکل تولید
- افزایش حجم قطعه
- استعداد بیشتر قطعه در تاببرداشتن و نقوص ظاهری دیگر
- افزایش میزان خشکی محصول (10 درصد افزایش در ضخامت جداره تقریباً افزایش 33 درصدی خشکی محصول را با اکثر مواد به همراه خواهد داشت).
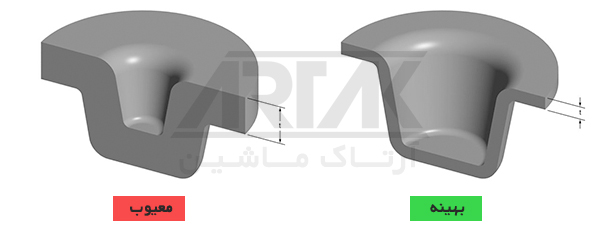
نکتهی دوم: ضخامت جداره میبایست در سراسر قطعه یکنواخت باشد. این یکنواختی موجب سرد شدن یکسان و یکنواخت قطعه در حین شکلگیری میگردد.
زوایا
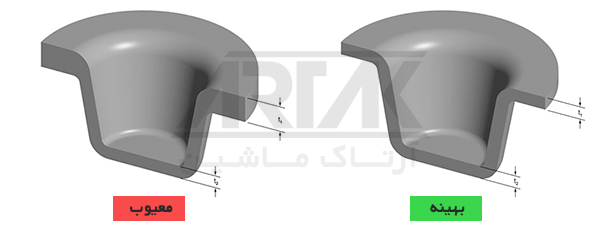
زوایای داخلی و خارجی قطعه میبایست به منظور توزیع یکنواخت فشار وارده از حالت تیز و قائم خارج گردند. ضمناً میزان گردشدن زوایای داخلی باید دستکم برابر با ضخامت جداره در نظر گرفته شود.

شیب جداره های بیرونی
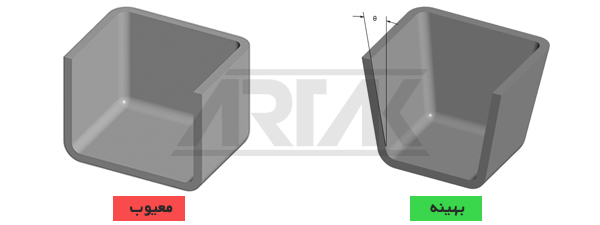
جهت کاهش سیکل تولید، به حداقل رساندن آسیبهای ظاهری در هنگام خروج قطعه و در نهایت سهولت خارج شدن آن، بهتر است جدارههای موازی با جهت قطعهگیری کمی زاویهدار طراحی شوند. به طور کلی، اِعمال زوایهی 2 درجه در کلیهی جدارههای مربوطه میزان قابلقبولی است. این زاویهی اِعمالی، به خصوص در مورد جدارههای دارای نقش و بافت اهمیت بسیاری خواهد داشت.
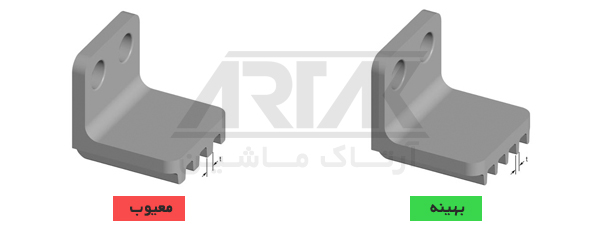
پرّهها
زمانی که صحبت از افزایش مقاومت قطعه و یا تقویت استحکام آن میشود، در نگاه اول افزایش ضخامت جداره گزینه مناسبی به نظر میرسد. اگرچه، همانطور که پیشتر ذکر شد، افزایش ضخامت جداره نتایج منفی متعددی را به همراه خواهد داشت. در این مواقع بهرهگیری از پرّهها در طراحی قطعه، گزینهی ایدهآلی خواهد بود.
ضمناً، میبایست توجه داشت که جهت طراحی پرّهها میبایست قائم بر جهت خمیدگی احتمالی بر اثر فشار وارده باشد.
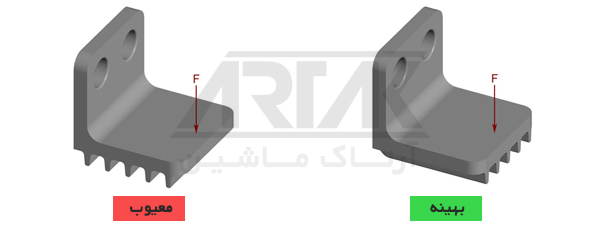
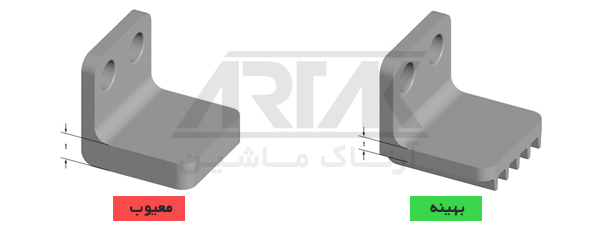
- ضخامت پرّهها میبایست مابین 50 تا 60 درصد ضخامت جدارهی مجاور آنها باشد.
- ارتفاع پرّهها باید از سه برابر ضخامت جدارهها کمتر باشد.
- زوایای محل اتصال پرّهها با جداره باید گردشده باشند.
- پرّهها باید از شیب حداقل 0/25 درجه برخوردار و از حالت مسطح خارج گردند.
مکان های اتصال و الحاق
این مکانها در حقیقت برآمدگیهای استوانهای شکل توخالی هستند که به منظور اتصال دو قطعه به یکدیگر و یا بستن پیچ مورد استفاده قرار میگیرند. در حین طراحی این برآمدگیها میبایست به موارد زیر توجه نمود:
- ضخامت جدارهی آنها نباید از 60 درصد ضخامت جداره اصلی قطعه بیشتر باشد.
- شعاع دهانه میبایست دستکم 25 درصد ضخامت جداره اصلی قطعه باشد.
- باید توسط پرّه به جدارههای مجاور متصل و یا با طراحیِ بستهای سهگوش حمایت شوند.
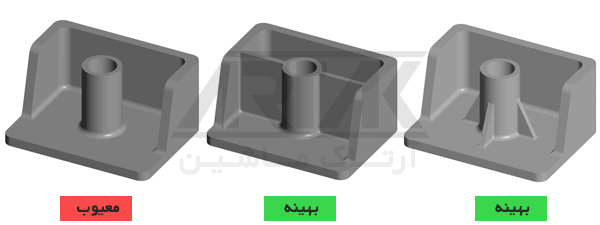
- اگر قرار است این برآمدگیها در نزدیکی زوایای داخلی قرار گیرند، باید توسط پرّه از جداره جدا گردند.

در پایان، لازم به یادآوری است که نکات پیرامون طراحی شیارهای مارپیچ (رزوه) و زوائد داخلی و خارجی، که مهمترین مباحث در طراحی قالبهای تزریق پلاستیک هستند، در مطالب مجزایی به تفصیل مورد بحث قرار خواهند گرفت.